



1.De basisclassificatie van CNC-bewerkingscentrum snijgereedschappen
Volgens de eindgeometrie:
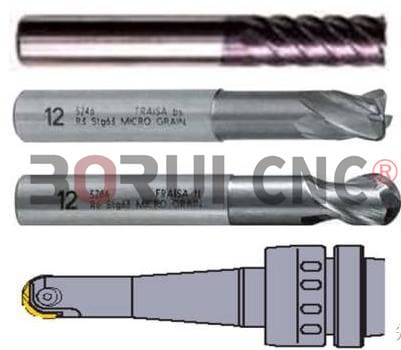
Eindfrezen met vlakke bodem
Vlakke bodem R hoek frees
Kogelrondfrees
Indexeerbare frezen
2.Basisgeometrie van snijgereedschappen
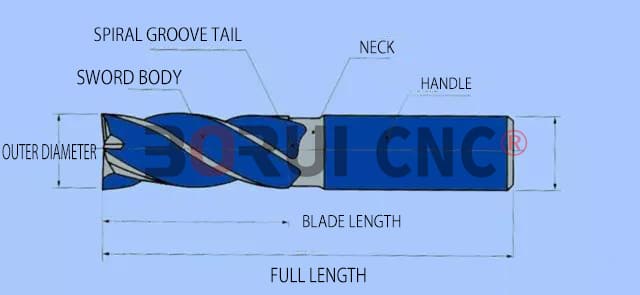
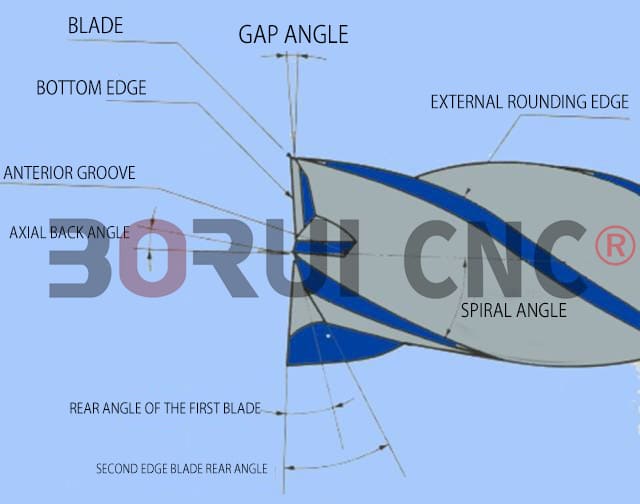
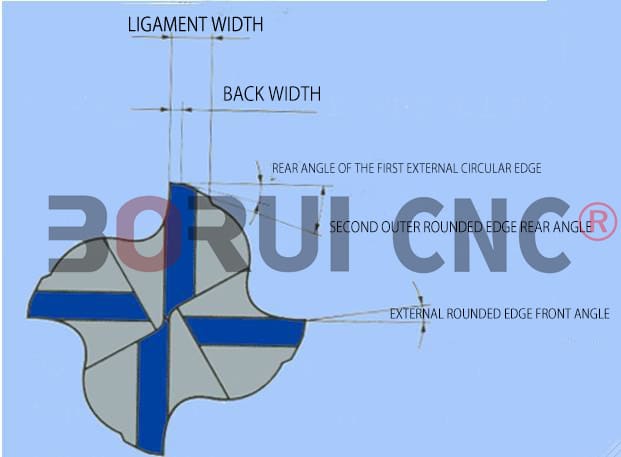
3.Basisgeometrie van snijgereedschappen
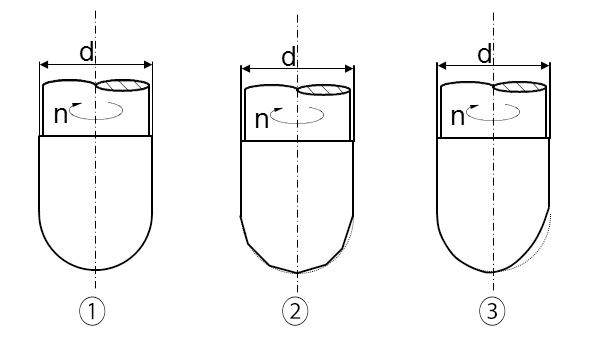
Bij snijgereedschap voor afwerking moet de snijkant een goede contournauwkeurigheid hebben.
Verschillende mogelijke contourafwijkingen van het gereedschap
Nauwkeurige contour;
② Door de onnauwkeurigheid van het slijpproces ontstaan er onregelmatige breukvlakken op het blad;
③ Radiusafwijking door onnauwkeurig slijpproces.
Als de nauwkeurigheid van het werkstuk erg hoog is, moet je standaard gecertificeerd gereedschap kopen van de fabrikant van het gereedschap.
Om ervoor te zorgen dat de maximale overhanglengte van de gereedschapshouder en het gereedschapssysteem de gespecificeerde waarde niet overschrijdt, moet de radiale uitloopfout van het gereedschap worden gedetecteerd bij respectievelijk de gereedschapshouder en de snijkant om de spindel nauwkeurig te laten draaien. Als de radiale uitloopfout te groot is, zal dit ernstige trillingen van de spindel veroorzaken.
4.Hoe kies je het juiste snijgereedschap voor je bewerkingscentrum?
(1) Analyseer de specifieke bewerkingsomstandigheden, zoals de prestaties van de spindel en het bewerkingsgereedschap, het klemsysteem van het gereedschap, de smeringsmethode, enz;
(2) Analyseer de materiaaleigenschappen van het werkstuk;
(3) Analyseer de vereisten voor oppervlaktekwaliteit en bewerkingsnauwkeurigheid, kosten, enz;
(4) Uitgebreide afweging van verschillende factoren om de optimale keuze te maken

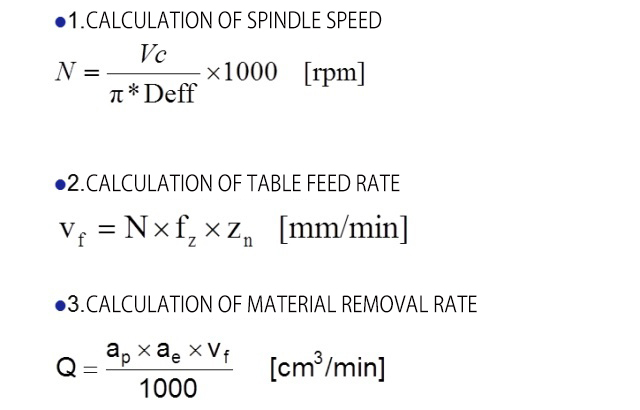
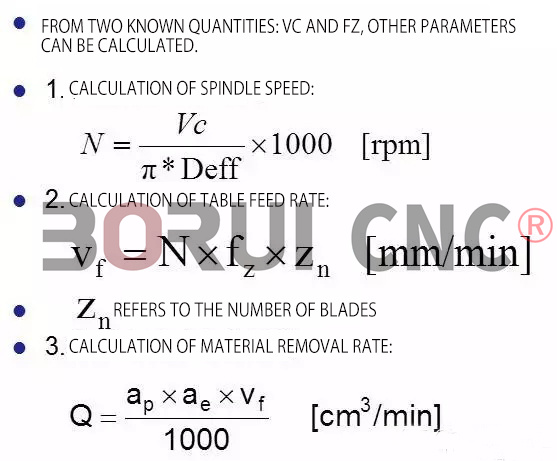
5. Berekeningsmethode van de bewerkingsparameters voor het met hoge snelheid snijden
6.Diverse belangrijke termen en bewerkingsparameters bij hogesnelheidsnijden
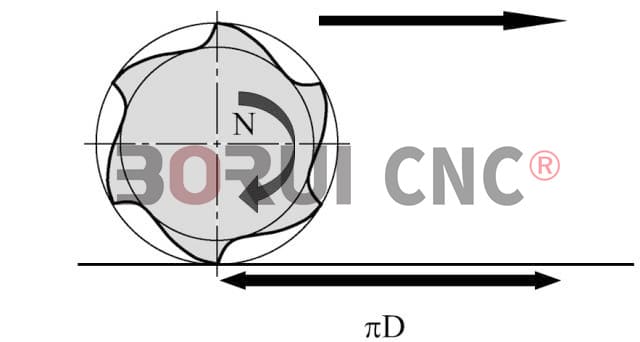
(1) Snijsnelheid Vc
Berekeningsformule voor snijsnelheid: Vc=N×p×Deff/1000
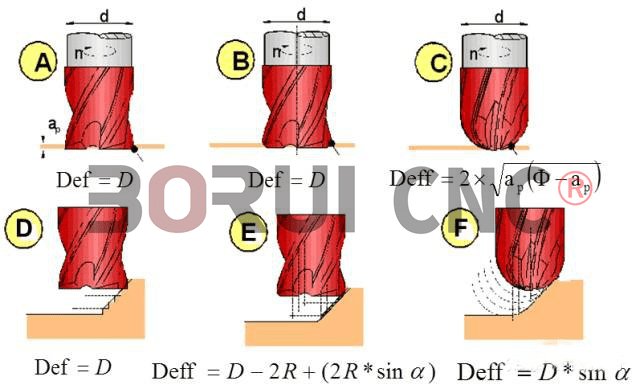
(2) Effectieve gereedschapsdiameter Deff
Effectieve gereedschapsdiameter en berekening van de effectieve gereedschapsdiameter.
(3) Aanzet per rand fz
Definitie van voeding per rand:
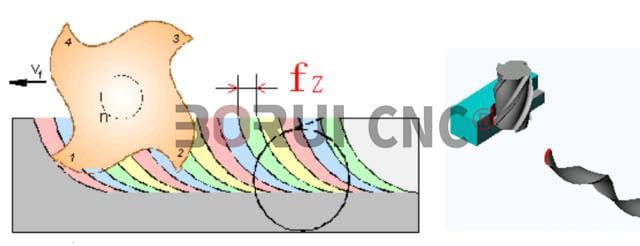
Hoe de voeding per snijkant van het gereedschap correct in te stellen:
Het al dan niet correct instellen van de voeding per snijkant heeft een uiterst belangrijke invloed op de redelijke verdeling van de snijbelasting op het gereedschap.
(4) Axiale en radiale aanvoer ap & ae
Berekening van axiale voeding:
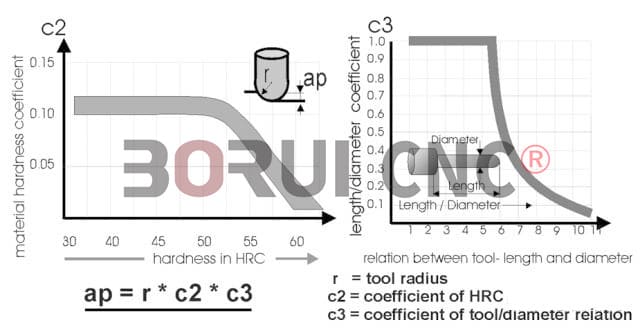
Afhankelijk van de spindel, het gereedschap en het materiaal wordt het uiteindelijke resultaat beïnvloed.
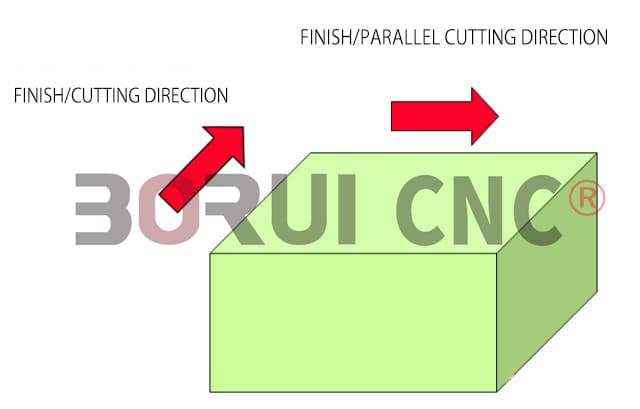
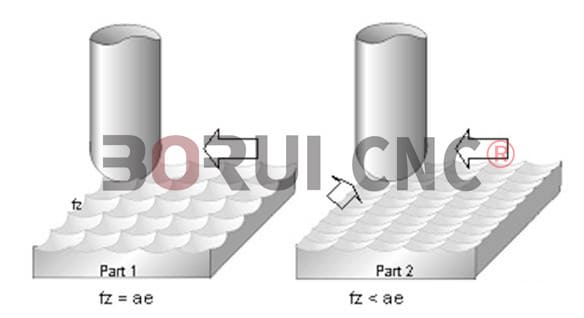
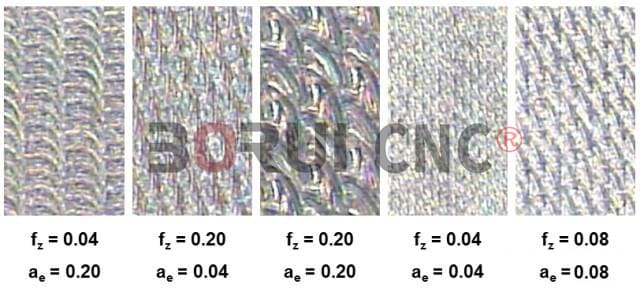
Het effect van Ae en Fz op de afwerking▼
Bij hogesnelheidsbewerking is de berekeningsmethode van elke snijparameter
(6) Instelprincipes van bewerkingsparameters
1. Bij hogesnelheidsbewerkingen moeten de bewerkingsparameters geoptimaliseerd worden en kunnen ze niet willekeurig worden ingesteld;
2. De snijsnelheidswaarde Vc moet correct worden ingesteld;
3. De voeding per snijkant moet correct worden ingesteld Grootheid fz. Een redelijke waarde kan niet alleen de snijprestaties van het gereedschap maximaliseren, het gereedschap volledig benutten, de verwerkingskwaliteit en efficiëntie verbeteren, maar heeft ook geen invloed op de levensduur van het gereedschap, zodat kosten worden bespaard en het doel van echte hogesnelheidsbewerking wordt bereikt.