



1. CNC işleme merkezi kesici takımlarının temel sınıflandırması
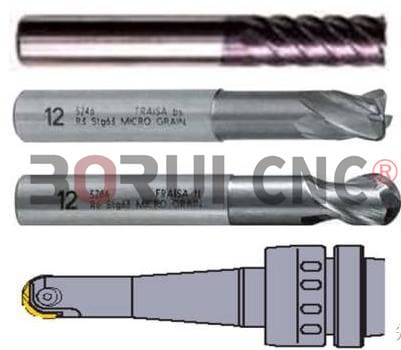
Son geometriye göre:
Düz Tabanlı Frezeler
Düz tabanlı R açılı parmak freze
Bilyalı uçlu parmak freze
Takma uçlu parmak frezeler
2. Kesici takımların temel geometrisi
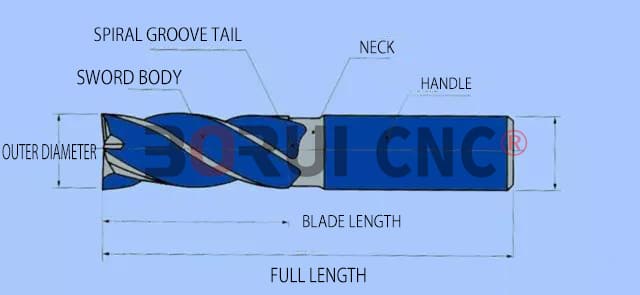
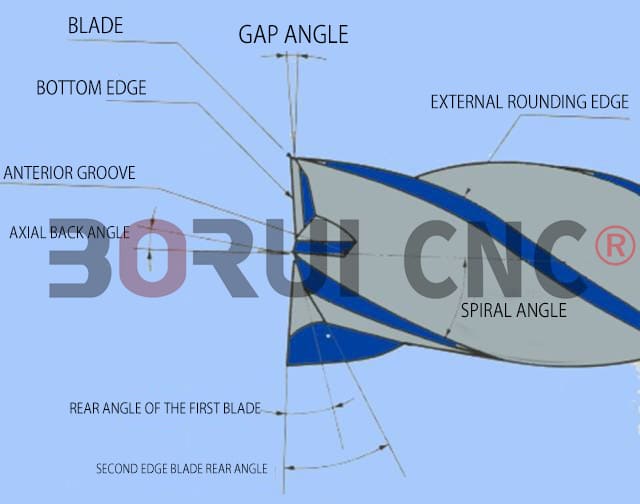
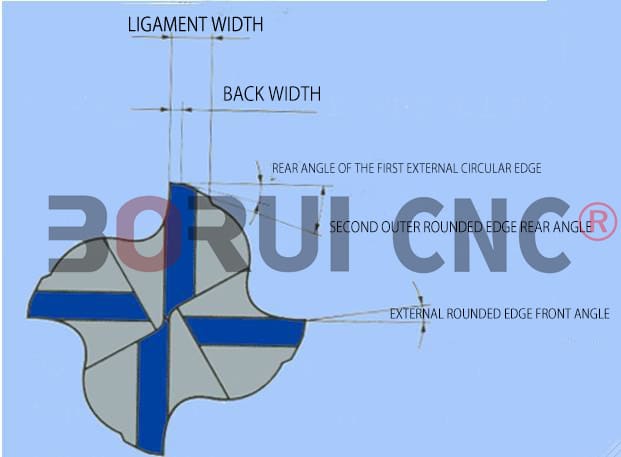
3. Kesici takımların temel geometrisi
Finisaj için kesici takımlar, kesici kenar iyi bir kontur hassasiyetine sahip olmalıdır.
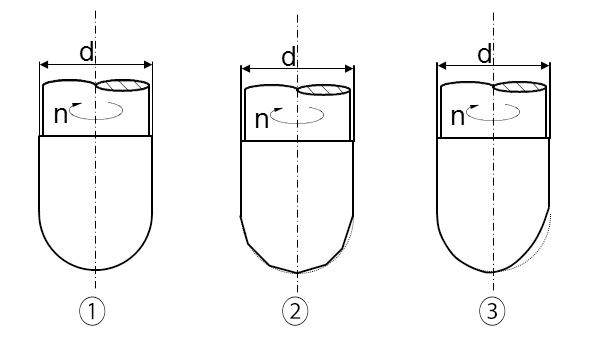
Aletin çeşitli olası kontur sapmaları
① Doğru kontur;
② Taşlama işleminin yanlışlığı nedeniyle bıçak üzerinde düzensiz kırık yüzeyler oluşur;
③ Hatalı taşlama işlemi nedeniyle yarıçap sapması.
İş parçasının hassasiyeti çok yüksekse, takım üreticisinden standart sertifikalı takımlar satın almalısınız.
Takım tutucunun ve takım sisteminin maksimum çıkıntı uzunluğunun belirtilen değeri aşmamasını sağlama önceliği altında, iş milinin doğru çalışmasını sağlamak için, takımın radyal salgı hatası sırasıyla takım tutucuda ve kesme kenarında tespit edilmelidir. Radyal salgı hatası çok büyükse, iş milinde ciddi titreşime neden olur.
4. İşleme merkeziniz için doğru kesici takım nasıl seçilir
(1) İş mili ve takım tezgahının performansı, takımın bağlama sistemi, yağlama yöntemi vb. gibi özel işleme koşullarını analiz edin;
(2) İş parçasının malzeme özelliklerini analiz edin;
(3) Yüzey kalitesi ve işleme hassasiyeti gereksinimlerini, maliyeti vb. analiz edin;
(4) En uygun seçimi yapmak için çeşitli faktörlerin kapsamlı bir şekilde değerlendirilmesi

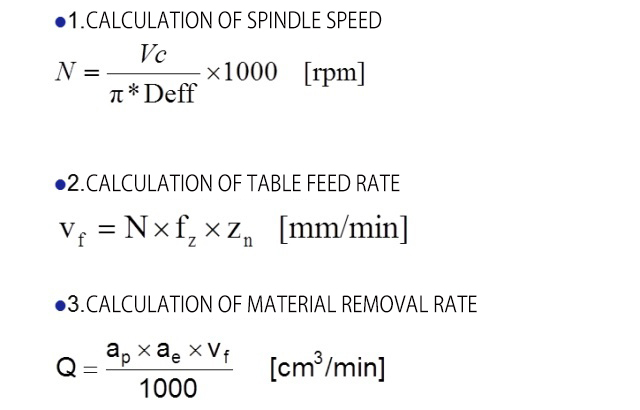
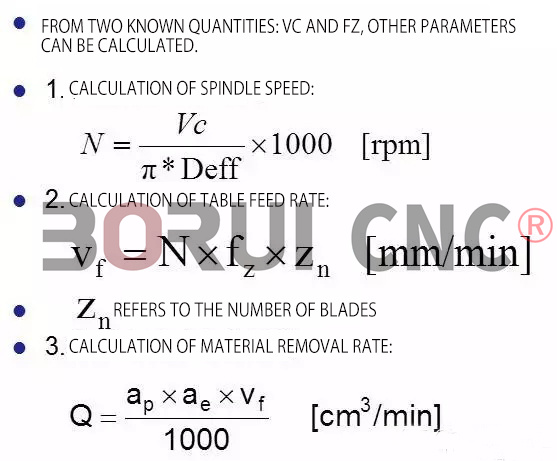
5. Yüksek hızlı kesme işleme parametrelerinin hesaplama yöntemi
6.Yüksek Hızlı Kesmede Çeşitli Önemli Terimler ve İşleme Parametreleri
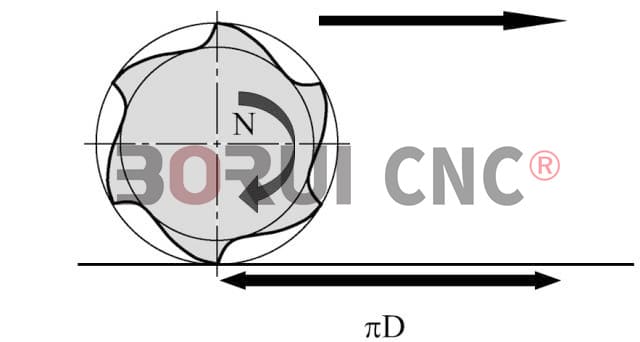
(1) Kesme hızı Vc
Kesme hızı hesaplama formülü: Vc=N×p×Deff/1000
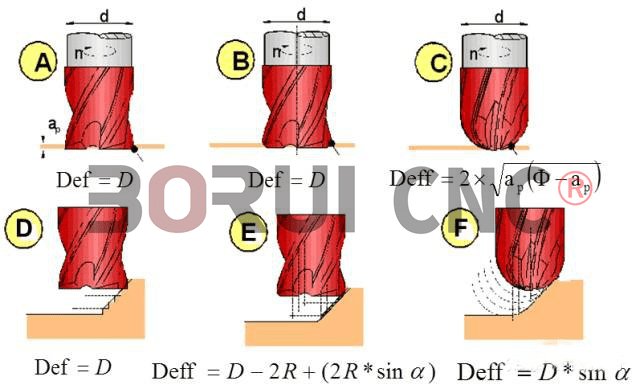
(2) Etkili alet çapı Deff
Etkin takım çapı ve etkin takım çapının hesaplanması.
(3) Kenar başına besleme fz
Kenar başına besleme tanımı:
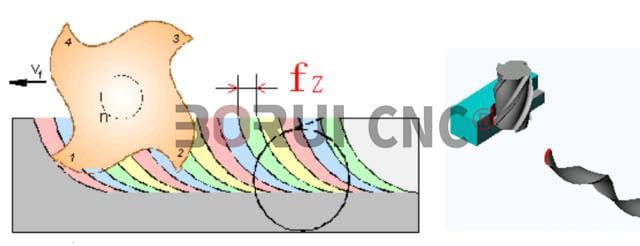
Aletin kenar başına beslemesi nasıl doğru ayarlanır:
Kenar başına besleme ayarının doğru olup olmadığı, kesme yükünün takım üzerindeki makul dağılımı üzerinde son derece önemli bir etkiye sahiptir.
(4) Eksenel ve radyal beslemeler ap & ae
Eksenel beslemenin hesaplanması:
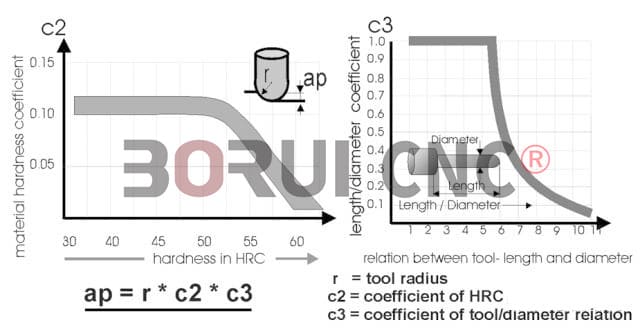
İş miline, takıma ve malzemeye bağlı olarak, gerçek sonuç etkilenecektir.
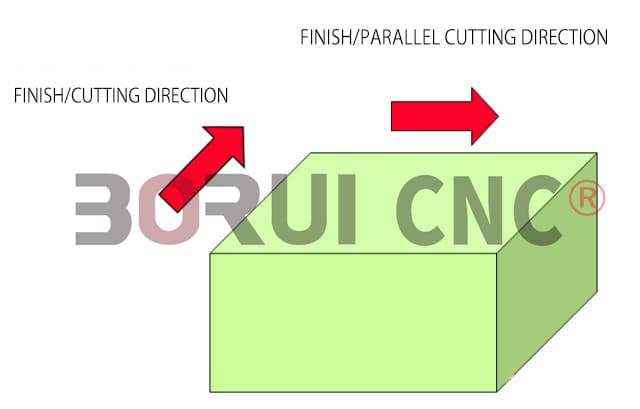
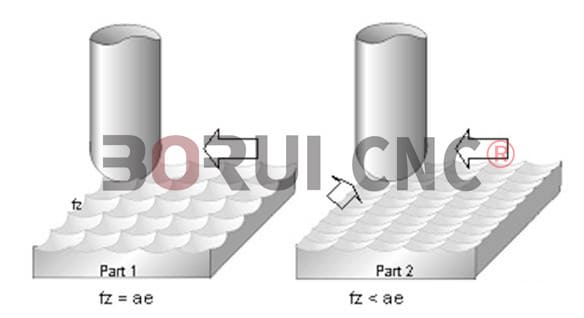
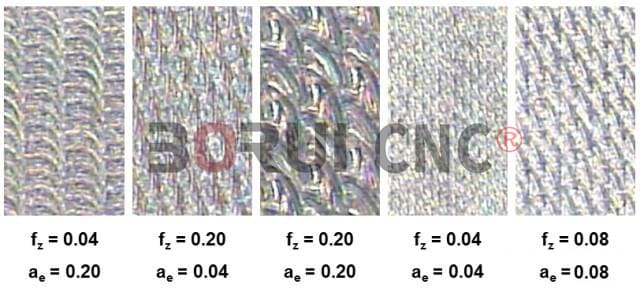
Ae ve Fz'nin finisaj üzerindeki etkisi▼
Yüksek hızlı işlemede, her bir kesme parametresinin hesaplama yöntemi
(6) İşleme parametrelerinin ayar ilkeleri
1. Yüksek hızlı işleme sürecinde, işleme parametreleri optimize edilmelidir ve keyfi olarak ayarlanamaz;
2. Kesme hızı Vc değeri doğru ayarlanmalıdır;
3. Kenar başına besleme doğru ayarlanmalıdır Miktar fz. Makul değer, yalnızca takımın kesme performansını en üst düzeye çıkarmak, takımdan tam olarak yararlanmak, işleme kalitesini ve verimliliğini artırmakla kalmaz, aynı zamanda maliyetlerden tasarruf etmek ve gerçek yüksek hızlı işleme amacına ulaşmak için takımın hizmet ömrünü de etkilemez.